Product testers
EOL and ENDURANCE
EOL - End Of Line
testing product
- leakage tests
- electrical parameter tests
- checking pressure and force characteristics
- noise level tests
ENDURANCE
device check (DUT)
- temperature
- pressure
- current load
- resistance to aggressive chemicals"
- vibrations
The equipment owned by customer did not allow testing the minimum number of products and did non fullfill the requirements of expected reliability level set by the O.E.M. in the given project timeline.
The testing process was additionally extended by the need of changeovers due to the previous equipment temperature limits.
We designed and built a tester performing the test sequence on 16 valves at the same time (allowing testing of 4 different variants) in the chamber in 95% humidity conditions and a temperature range from -40 * C to + 100 * C.
-
We provided 60 million activation with a frequency of 11 Hz (10 million per one test) - simulation of road unevenness. Rotational speed control of electric motors and Pneumatic cylinder stroke control
-
Through a program based on the SIEMENS PLC controller - we have enabled the selection of a test sequence suitable for the tested variant through a simple interface on the HMI panel"
-
In addition, a step-by-step procedure has been introduced. Our tester design allows quick conversion and testing of other types of valves
- We used original vehicle components, simulating the volume of the pneumatic system and the mounting of valves, the device deals with the safety directive (limit switches, current protection)
- We have completed a comprehensive installation at the customer, we provided support during the configuration of test parameters.
- We have created complete documentation and user manual, after introducing modifications, starting and carrying out tests, a CE certificate was issued;


As part of the transfer of production between plants, the customer needed modernization of testers. The modernized construction had to deal with Industry 4.0 standards and design capacity assumptions.
We have modernized two testers for vacuum pumps.
We have analyzed the solutions used by the customer:
- lack of documentation
- we recreated the implementation of the test sequence on the machine based on the old program written in VisualBasic and the existing / current electrical system.
- we adapted the sockets for testing another variant (reverse engineering - no CAD models of the existing construction).
We have introduced modern control systems that allow for precise control of set parameters such as rotation speed and pressure
We have expanded the functionality by introducing additional sensors to measure the speed of the electric motor, measurement of atmospheric pressure, integration of the label printer (date, product number, production location). In addition, we introduced the automation of the testing process by adding a pump detection sensor, thanks to which the label automatically prints).
In order to ensure full control of the tester, it was necessary to add the NI card and integrate LabView software:
- test sequence, error handling and communication interface with the operator, creation of communication protocols with existing components: inverter, ASI magistral line, heater controller, STANLEY screwdriver, ATEQ, BRADY printers;
- implementation of step-by-step sequences to check the control functions + master parts;
- we have installed a monitor allowing communication with the operator;
- communication with the central Treacebility system (registration of process parameters for each tested piece) was ensured - PC and LabView software.
- We have introduced optical sensors KEYENCE - label detection and confirmation of correct position of the sticking.
- The hydraulic supply system has been upgraded (in order to limit the temperature increase in the system / increase in electricity consumption, software solutions have been introduced to optimize the use of hydraulic pressure).
- We designed and made an additional leakage testing station - based on the ATEQ device
- The testers deals with the safety directive (limit switches, current protection)
- We have completed a comprehensive installation at the customer, we provided support during the configuration of test parameters.
- We have created complete documentation (including risk analysis) and a user manual.
- After commissioning, the tests were granted the CE certificate.




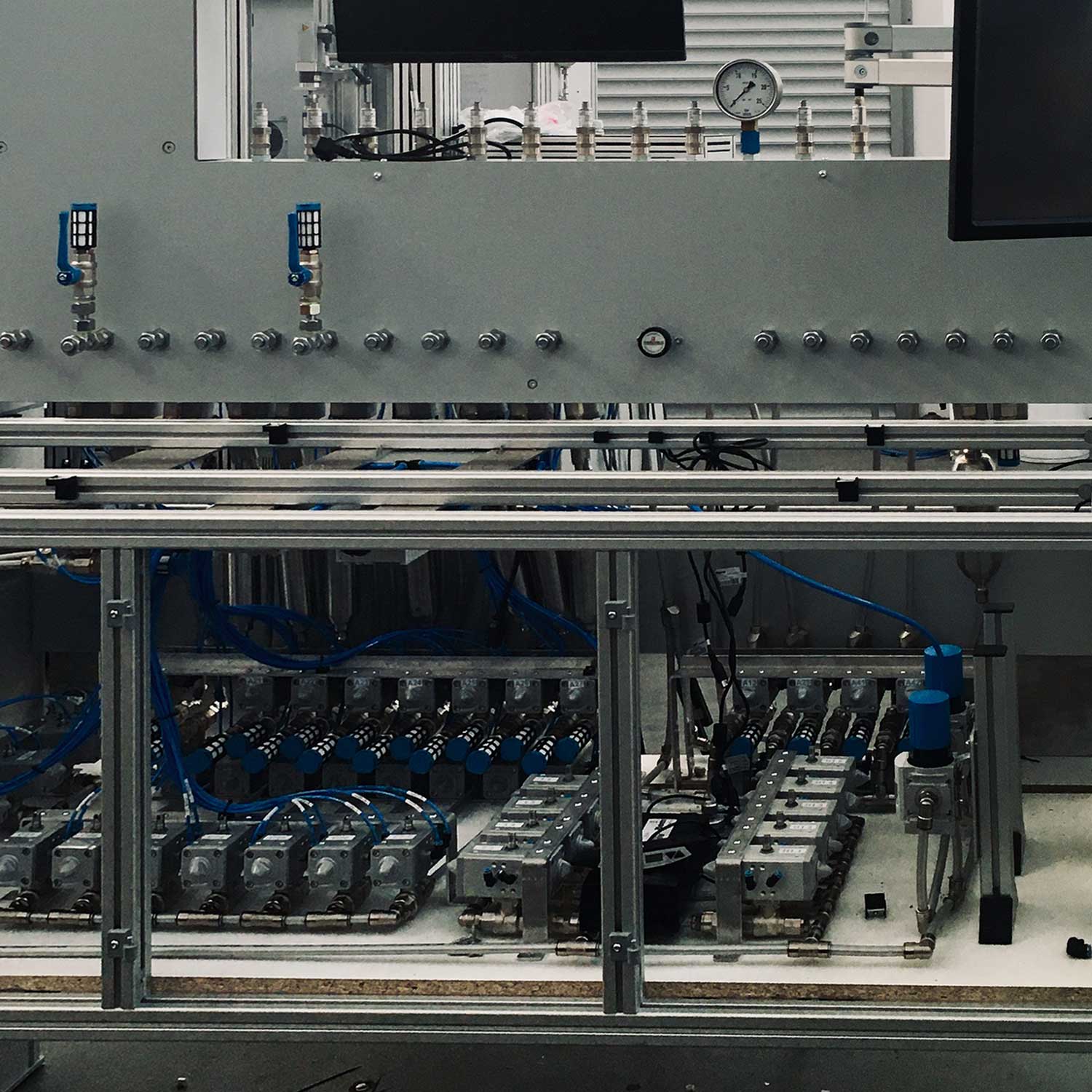
The client asked about the functional valve testing stand. The tester consisted of 60 pneumatic operated valves. The tested valve is responsible for air preparation in trucks.
According to the assumptions, the stand was to map the actual pneumatic system to enable analysis of the valve operation in the conditions of the end customer application.
A series of tests of various valves was performed, selecting those that met the client's specification. The valve with the best price and delivery time was chosen from them, which significantly reduced the final cost of the tester.
- The stand is a pneumatic system of pneumatically operated executive valves via valve terminals.
- The work takes place at an operating pressure of up to 20 bar and a control pressure of 6 bar.
- The whole was built on an adjustable ITEM workbench extended by individual requirements and device specifics.
- The necessary electrics were placed in the electrical box, and additional measuring tower modules in the rack.
- Pressure sensors allow accurate control of the system.
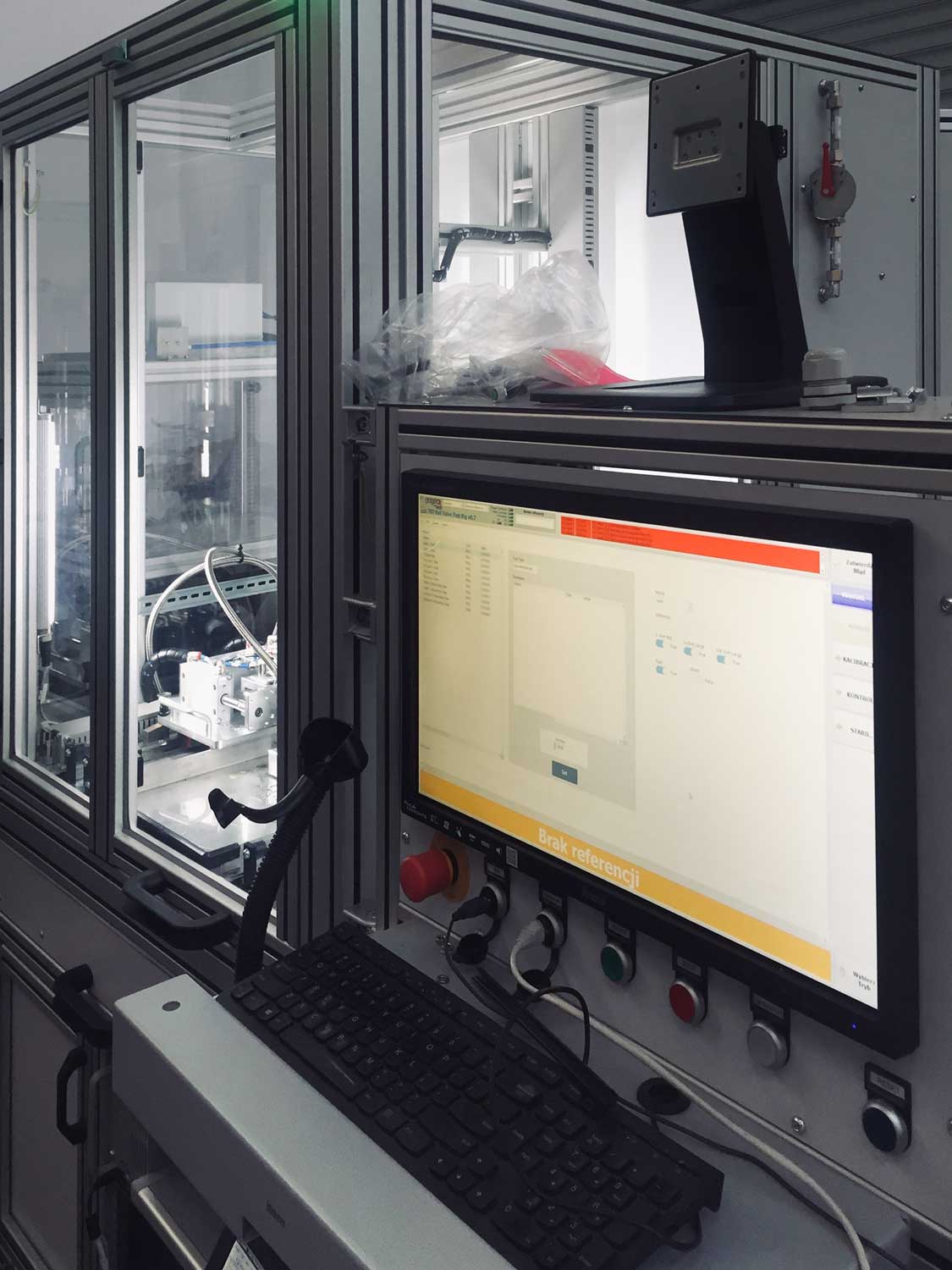
- The interface of the measuring system is operated by means of a control unit with a touch screen monitor and an LCD monitor.



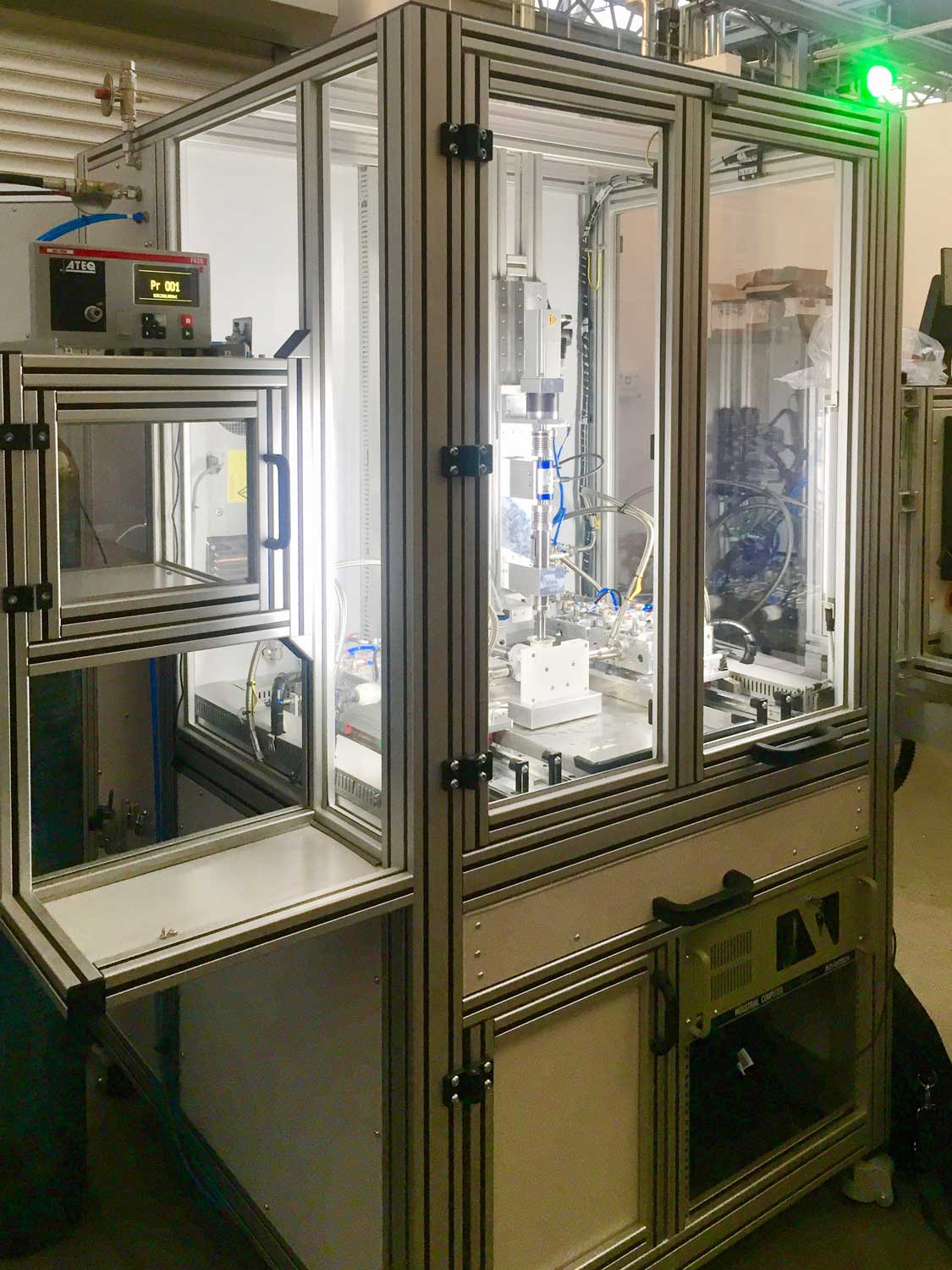
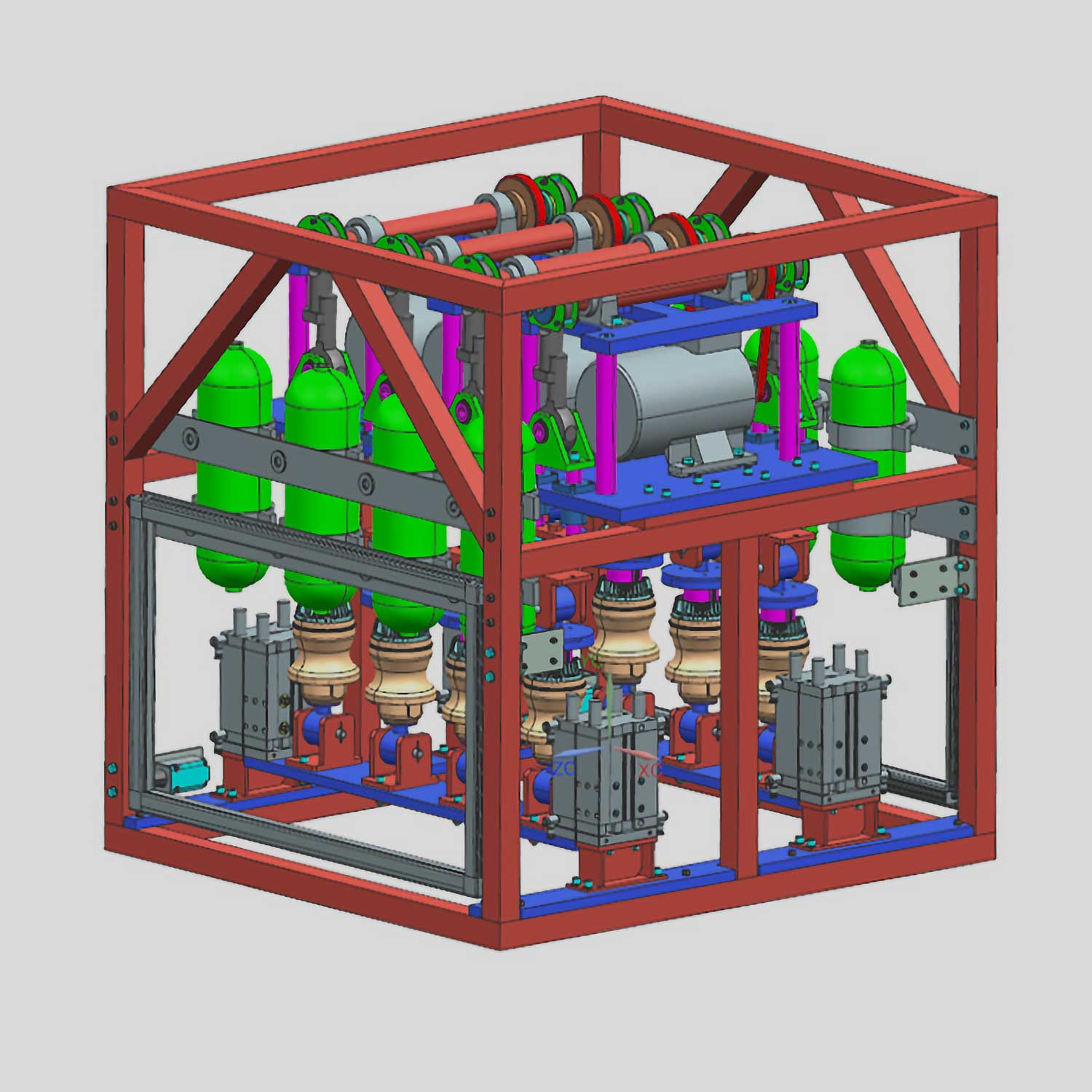
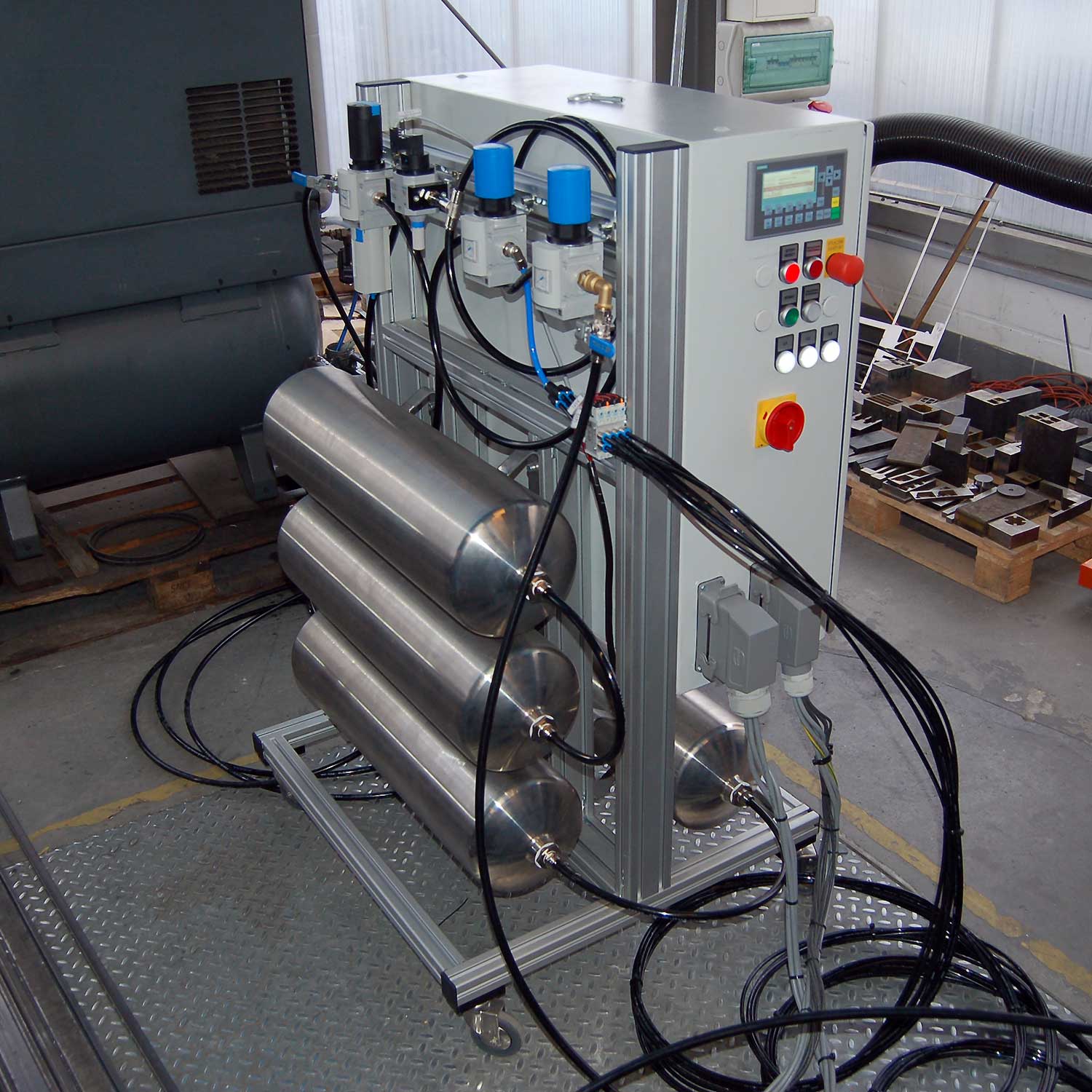
The main assumption of the project was the design and construction of the ball valve leak test stand with LabView software.
The project assumed the greatest automation of the test, with continuous control of flow parameters, pressure and temperature of the working medium. In addition, client procedures required the possibility of validation and calibration of the tester using specially made gauges.
The frame is made of ITEM aluminum profiles divided into
- working area with a convenient rotatable control panel,
- aesthetically made air and hydraulic preparation zone,
- drying chamber and bubble tests,
- control cabinet.
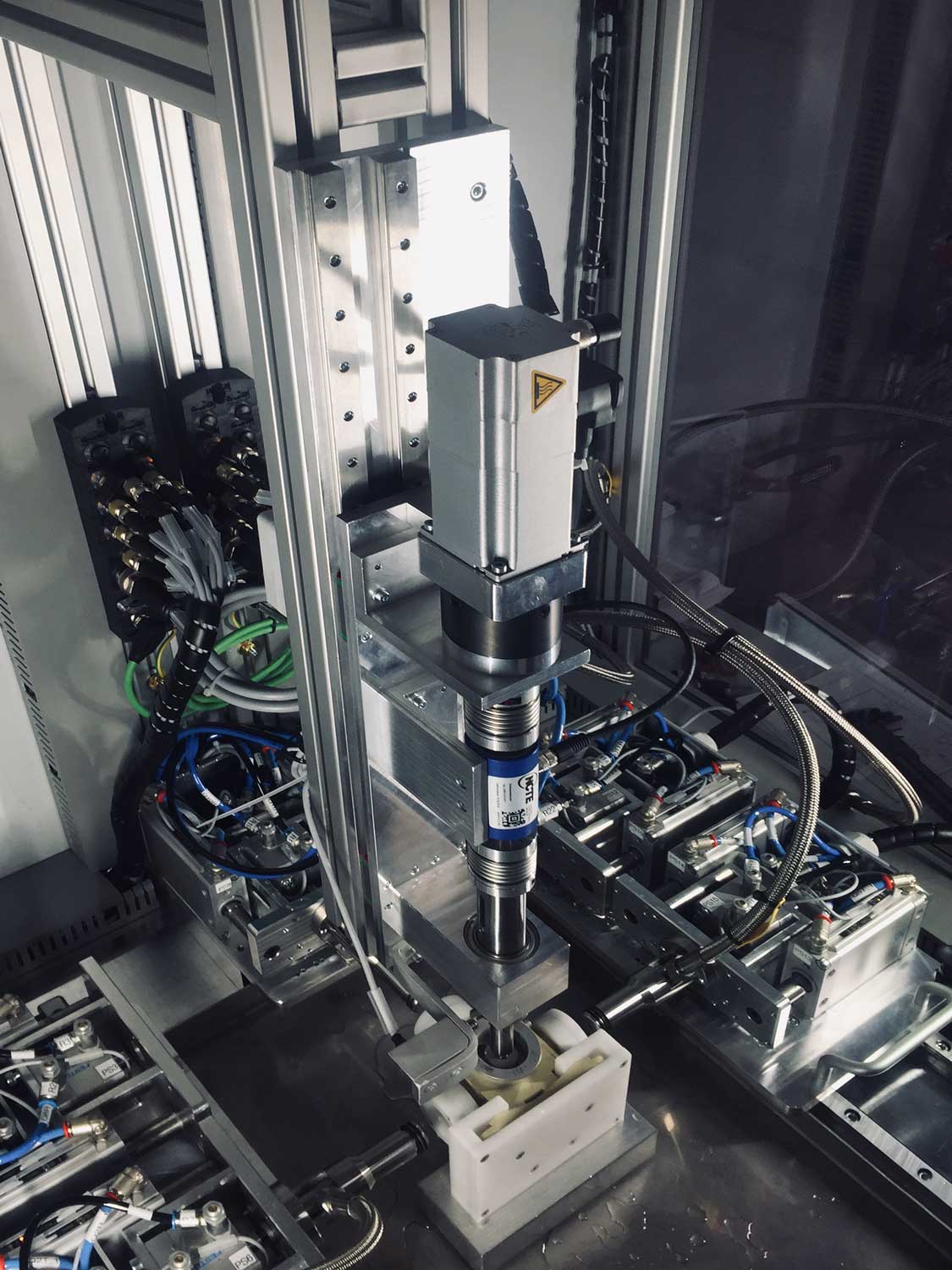
- The working zone was made so as to ensure maximum automation of valve rotation and changeovers between 3 types of ball valves.
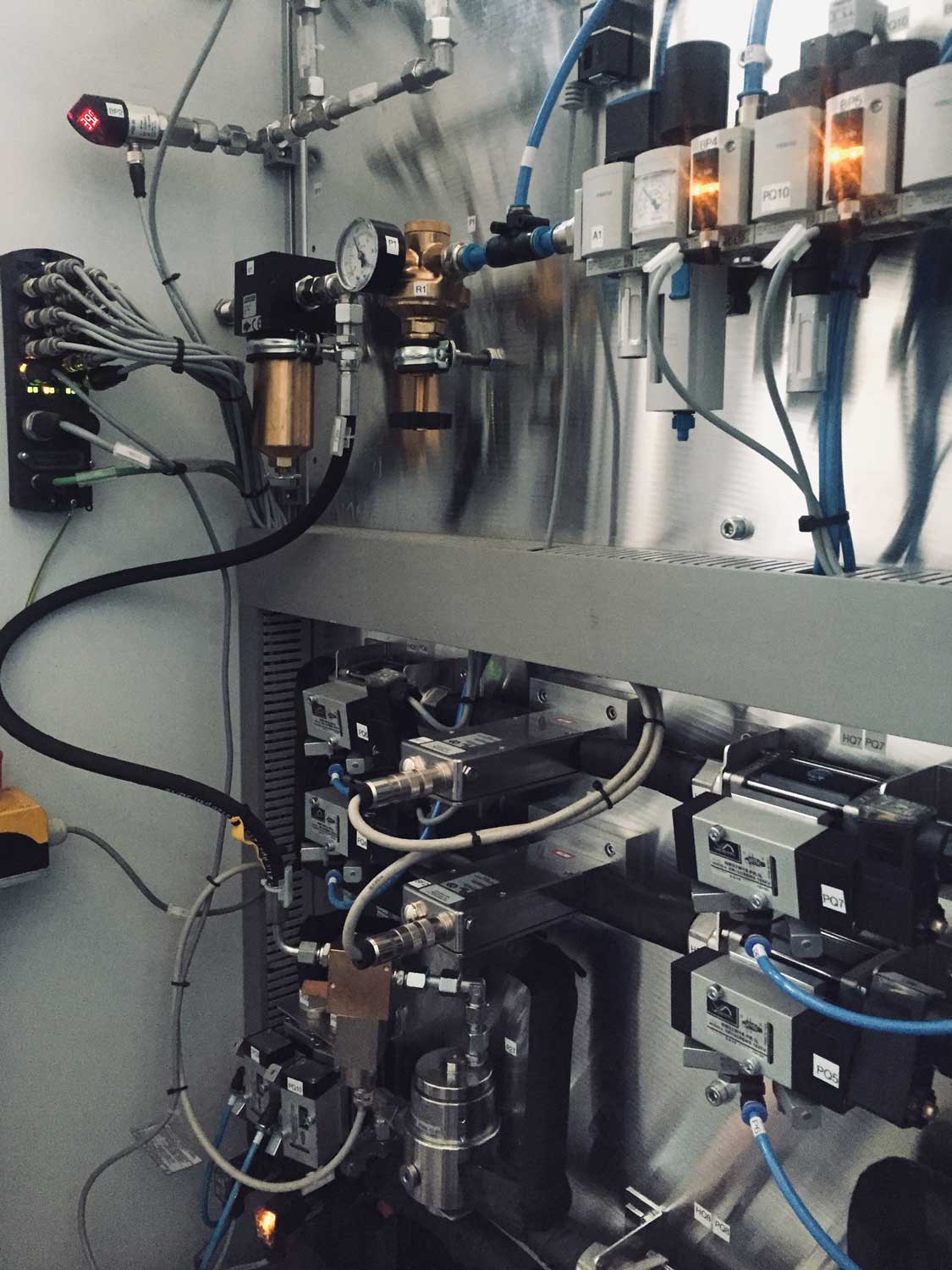
- Preparation of a pneumatic system at a working pressure of 35 bar and a multi-stage pressure reduction based on Festo components.
- The use of compressed air cylinders to support the pneumatic system in the event of pressure drops from the network.
- Implementation of a fully functional hydraulic system:
- with 3 stages of filtration,
- controlled proportional valve and coaxial closing valves from Stasto,
- continuous measurement of flow, pressure and temperature of the working medium using sensors from Bronkhorst and WIKA.
- Use of the test chamber cooling system and demineralized water based on ice water from the customer's network.
- The ATEQ F620 tester was used for leak testing.
- Implementation of an automatic test sequence on a PLC connected and controlled by the operator using the LabView application,
- Carrying out the so-called Unit dummy with test orifices for checking the correctness of hydraulic system measurement
- Ensuring operator safety in accordance with applicable standards by:
- applying a sealed test chamber housing.
- use of safety controllers,
- safety switch and safety limit switches on the main test chamber door